【青岛】生产八角管生产厂家厂家报价
发布时间: 2024-05-15 04:24:49
产品报价: 4800元
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
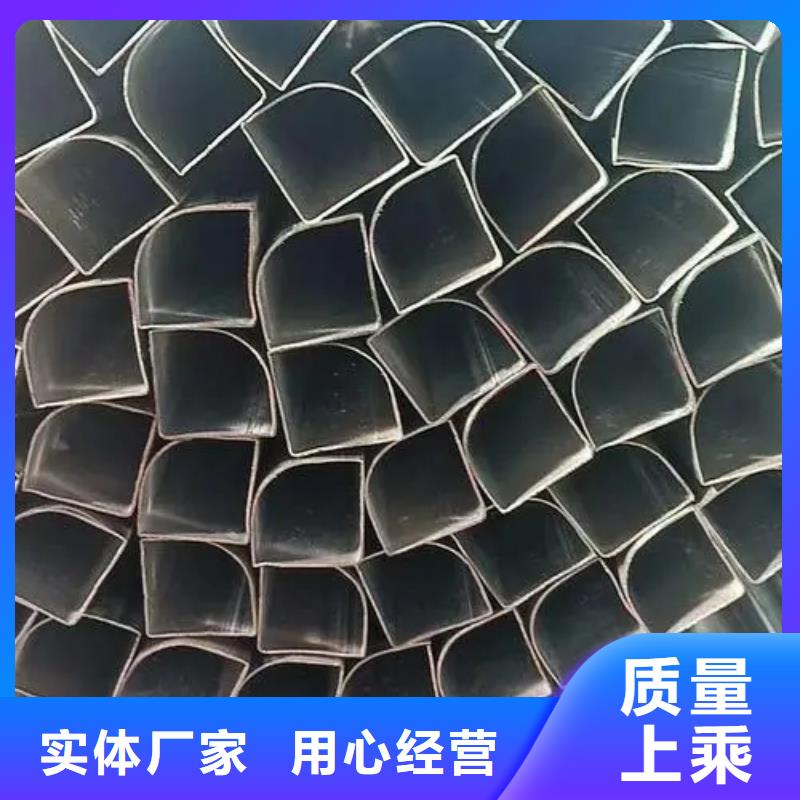
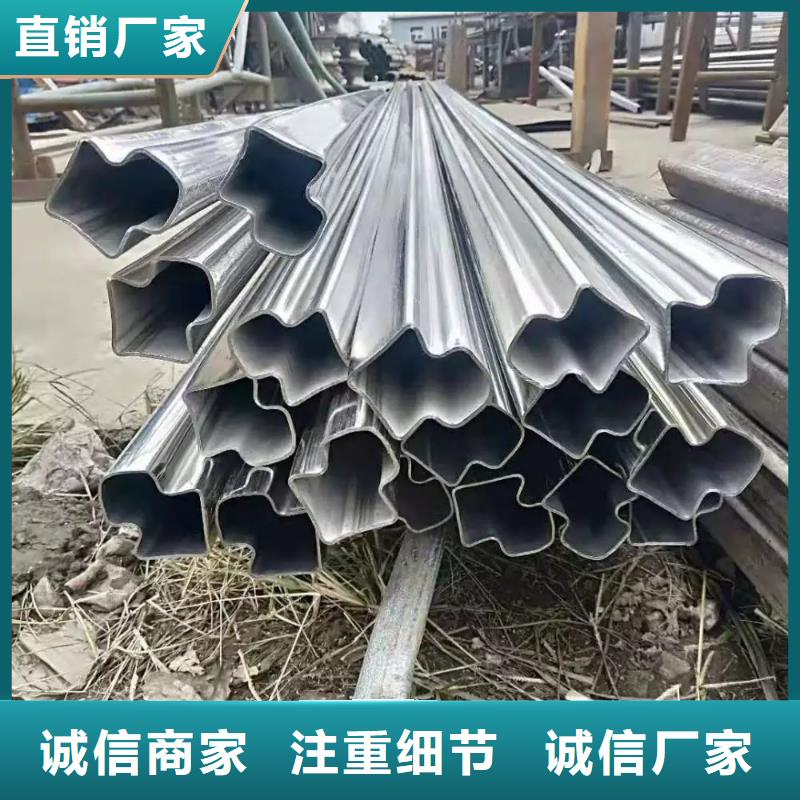
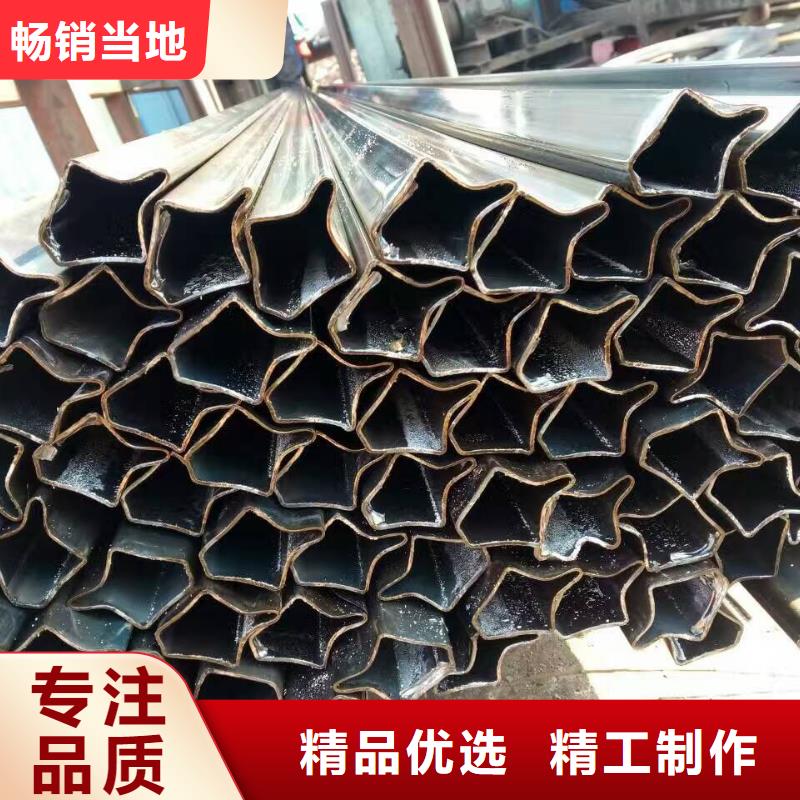
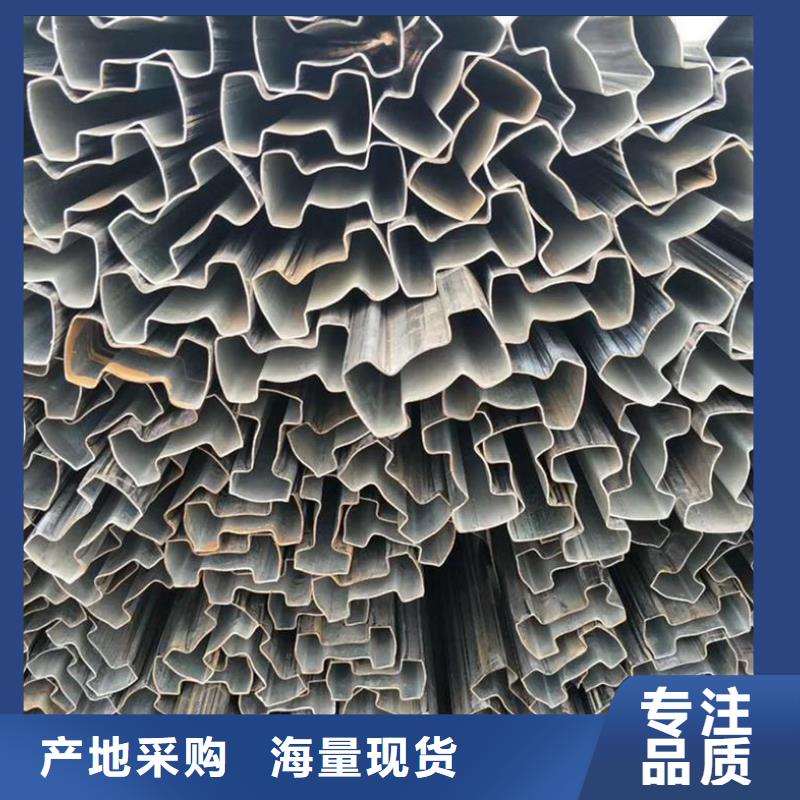
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
导读 【青岛】生产八角管生产厂家厂家报价,青岛乐道精密钢管厂家为您提供【青岛】生产八角管生产厂家厂家报价的最新资讯,联系人:高经理,电话:0510-83706199、13961857377,QQ:252372346,发货地:无锡国联金属市场168号发货到青岛。 山东省,青岛市 青岛市,山东省辖地级市,别称岛城、胶澳,副省级市、计划单列市、特大城市,青岛都市圈核心城市,国务院批复确定的中国沿海重要中心城市和滨海度假旅游城市、国际性港口城市。总面积11293平方千米。截至2022年10月,青岛市辖7个区、代管3个县级市。截至2022年末,常住人口1034.21万人。


青岛异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
青岛异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
青岛异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
青岛异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
青岛异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
青岛异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
青岛异型管焊嘴与异型管间的距离以15-25mm为宜。


展望未来,<青岛>乐道精密钢管厂家将继续坚持以“优秀的青岛异型管产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!


总结 【青岛】生产八角管生产厂家厂家报价,青岛乐道精密钢管厂家为您提供最新【青岛】生产八角管生产厂家厂家报价产品案例,联系人:高经理,电话:0510-83706199、13961857377,QQ:252372346,发货地:国联金属市场168号。